Tompahegesztésű csőszerelvények a modern csőrendszerek gerincét jelentik az olaj- és gázipartól a gyógyszergyártásig. Ezek a precíziós tervezésű alkatrészek lehetővé teszik az irányváltásokat, az elágazásokat, a méretátmeneteket és a vezetékvégződéseket, miközben megőrzik a hegesztett csőhálózatok szerkezeti integritását és nyomástartó képességét. A menetes vagy karimás csatlakozásokkal ellentétben a tompahegesztési idomok állandó, szivárgásmentes kötéseket hoznak létre ömlesztett hegesztéssel, kiváló szilárdságot, minimális nyomásesést és fokozott megbízhatóságot kínálva az igényes üzemi körülmények között. A különböző típusú tompahegesztési idomok, speciális alkalmazások, méretszabványok és kiválasztási kritériumok megértése elengedhetetlen a biztonságos, hatékony csőrendszerek létrehozásán dolgozó mérnökök, tervezők és gyártók számára.
Tompahegesztésű könyökök az irányváltáshoz
A könyökök a leggyakrabban használt tompahegesztési idomok, amelyek lehetővé teszik a csőrendszerek irányváltását, miközben megőrzik az áramlás folytonosságát és a szerkezeti szilárdságot. Ezek a szerelvények különféle szögekben, sugarakban és konfigurációkban állnak rendelkezésre, hogy megfeleljenek a különböző útválasztási követelményeknek és teljesítményspecifikációknak. A szabványos 90 fokos könyök derékszögben változtatja az áramlás irányát, és a csővezeték irányváltoztatásainak igáslóját képviseli. Ezek a könyökök két elsődleges sugarú konfigurációban kaphatók: hosszú sugár (LR) és rövid sugár (SR). A hosszú sugarú könyökök középvonali sugara megegyezik a névleges csőátmérő 1,5-szeresével, ami enyhébb áramlási irányváltást tesz lehetővé, ami minimálisra csökkenti a nyomásesést és az eróziót – így a legtöbb alkalmazás számára a preferált választás.
A rövid sugarú könyökök, amelyek középvonali sugara megegyezik a névleges csőátmérővel, kompaktabb irányváltoztatást eredményez, amely hasznos ott, ahol a helyszűke megakadályozza a hosszú sugarú szerelvényeket. A szorosabb kanyar azonban nagyobb nyomásesést és megnövekedett turbulenciát eredményez, ami eróziót okozhat a nagy sebességű vagy koptató jellegű szolgáltatásoknál. A 45 fokos könyök szelídebb irányváltást biztosít, mint a 90 fokos szerelvények, gyakran párban használják 90 fokos fordulatok létrehozására kisebb nyomáseséssel, mint az egyes 90 fokos könyökök. Különleges alkalmazásokhoz más speciális szögek, köztük 22,5 fokos és egyedi szögek is gyárthatók, bár a szabványos 45 és 90 fokos szerelvények jobb rendelkezésre állást és alacsonyabb költségeket kínálnak.
Könyök gyártási módszerek
A tompahegesztési könyököket többféle eljárással gyártják, amelyek mindegyike befolyásolja a szerelvény tulajdonságait és a különböző alkalmazásokhoz való alkalmasságát. A varrat nélküli csövek meleg vagy hideg hajlításával kialakított varrat nélküli könyökök egyenletes falvastagságot és hosszirányú varrat nélküliséget kínálnak, így ideálisak nagynyomású és kritikus szolgáltatásokhoz. A lemezből vagy hegesztett csőből készült hegesztett könyökök hosszanti hegesztési varratot tartalmaznak, amelyet a beépítés során figyelembe kell venni a tervezésnél és az elrendezésnél. A tüskére hajlított könyökök, amelyeket egyenes cső formázótüskék fölé hajlításával hoztak létre, kiváló méretállandóságot biztosítanak, de falvékonyodást mutathatnak az extrados (külső sugár) és megvastagodhatnak a belső sugáron (belső sugár), amelyeket figyelembe kell venni a feszültségszámításoknál.

Pól- és keresztidomok elágazó csatlakozásokhoz
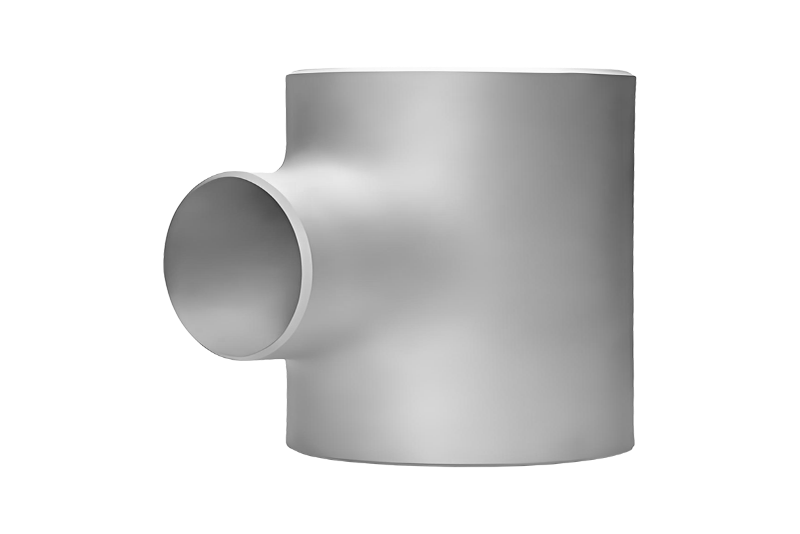
A T-idomok lehetővé teszik az elágazó csatlakozásokat a csőrendszerekben, háromirányú csomópontokat hozva létre, ahol az áramlás megosztható vagy egyesülhet. Az egyenes póló, vagy más néven egyenlő póló, mindhárom nyíláson azonos átmérőjű, lehetővé téve, hogy az egyenlő méretű csövek derékszögben metsszék egymást. Ez a konfiguráció olyan alkalmazásokhoz illeszkedik, ahol az áramlás egyenlően oszlik meg, vagy ahol az elágazó és a futóvezetékek hasonló áramlási sebességet hordoznak. A szűkítő pólók egy kisebb átmérőjű leágazó kimenetet tartalmaznak, miközben fenntartják az azonos átmérőjű csatlakozásokat, így kisebb áramlási igényű leágazó vezetékeket alkalmaznak anélkül, hogy külön szűkítő szerelvényekre lenne szükség. A csökkentett kimenet lehet koncentrikus (középpontos) vagy excenteres (eltolás), excentrikus konfigurációkkal, amelyek megakadályozzák a folyadék felhalmozódását a vízszintes ágakban.
A keresztidomok, bár ritkábban, mint a pólók, négyirányú metszéspontokat biztosítanak, ahol két merőleges cső metszi egymást. Ezek a szerelvények összetett feszültségmintázatokat tapasztalnak nyomás és termikus terhelés hatására, így drágábbak és általában kevésbé előnyösek, mint a több pólószerelvény használata. A keresztek azonban helytakarékos megoldásokat kínálnak bizonyos geometriákhoz, és esetenként szükségesek kompakt telepítéseknél. Mind a pólók, mind a keresztek különféle ütemezésben és nyomásbesorolásban állnak rendelkezésre, hogy megfeleljenek a csatlakozócsövek specifikációinak, biztosítva az egyenletes falvastagságot és a nyomástartó képességet az egész csőrendszerben.
| Szerelvény típusa | Konfiguráció | Elsődleges alkalmazás | Kulcselőny |
| Egyenes póló | Egyenlő átmérőjű kimenetek | Egyenlő áramlási eloszlás | Egységes nyomásérték |
| Csökkentő póló | Csökkentett leágazás | Elágazó vezetékek csatlakozásai | Egyszeri illesztésű megoldás |
| Oldalsó póló | 45 fokos ág | Simább áramlási átmenet | Alacsonyabb nyomásesés |
| Kereszt | Négyirányú csomópont | Merőleges metszéspontok | Térhatékonyság |
Szűkítők csőméret-átmenetekhez
A reduktorok megkönnyítik a különböző csőátmérők közötti átmenetet, lehetővé téve az áramlási sebességek és a csővezetékek költségeinek optimalizálását az egész rendszerben. A koncentrikus szűkítők közös középvonalat tartanak fenn a nagyobb és kisebb csőméretek között, szimmetrikus kúpformát hozva létre. Ez a konfiguráció jól működik függőleges csővezetékeknél vagy gázszolgáltatásoknál, ahol fontos a középvonal beállításának megőrzése, és a folyadék felhalmozódása nem jelent gondot. A koncentrikus reduktorok átmérőjének fokozatos változása minimálisra csökkenti a turbulenciát és a nyomásesést, így alkalmassá teszi őket a legtöbb méretváltási alkalmazásra, ahol a geometria lehetővé teszi.
Az excentrikus szűkítők eltolt középvonalakkal rendelkeznek, és a szerelvény egyik oldala lapos vagy párhuzamos marad, megakadályozva a folyadék felhalmozódását a vízszintes csövek magas pontjain vagy a párazsebek kialakulását a vízszintes csövek alsó pontjain. Az excentrikus szűkítők lapos oldalával felül vízszintes folyadékvezetékekbe történő beszerelése megakadályozza a gázzsák kialakulását, amely áramlási zavart vagy kavitációt okozhat. Ezzel szemben a vízszintes gázvezetékekbe történő lapos oldalukkal lefelé történő telepítés megakadályozza a folyadék felhalmozódását, ami csigák áramlását vagy korróziós problémákat okozhat. Az excenteres konfiguráció megkönnyíti a leeresztést a karbantartás során, mivel kiküszöböli azokat a mélypontokat, ahol a folyadékok beszorulhatnak.
A reduktor tervezési szempontjai
A reduktorok átmérőcsökkentésének szöge befolyásolja a nyomásesést és az áramlási jellemzőket. A szabványos reduktorok jellemzően 15 és 30 fok közötti szöggel rendelkeznek, kiegyensúlyozva a kompakt szerelvényhosszt az elfogadható nyomásveszteséggel. A meredekebb szögek rövidebb szerelvényeket hoznak létre, de növelik a turbulenciát és a nyomásesést, míg a fokozatosabb szögek hosszabb szerelvényeket igényelnek, de simább áramlási átmeneteket biztosítanak. A kritikus alkalmazásokhoz, amelyek nagy sebességgel vagy eróziós szolgáltatásokkal járnak, az áramlási zavarok minimalizálása érdekében egyedi, fokozatos kúpos szűkítőket lehet megadni. A szűkítők falvastagsága jellemzően megegyezik a két összekötő cső közül a vastagabbéval, hogy megfelelő szilárdságot biztosítson az egész átmeneti zónában.
Korlátok a vonal megszüntetésére és lezárására
A tompahegesztési kupakok állandó lezárást biztosítanak a csővégek számára, nyomásmentes lezárásokat hozva létre a zsákutcák számára, ideiglenes lezárásokat a szakaszos építés során, vagy állandó berendezéscsatlakozásokat. Ezek a kupola alakú szerelvények íves geometriájukon keresztül hatékonyan osztják el a nyomásterhelést, és viszonylag vékony anyag felhasználásával ugyanazt a nyomást érik el, mint a csatlakozó cső. A kupakok félgömb alakú vagy elliptikus alakja kiváló szilárdság-tömeg arányt biztosít a lapos záróelemekhez képest, így előnyben részesítik a nyomást tartalmazó végződéseket.
A sapkák különféle fejformákban kaphatók, beleértve a félgömb alakú, elliptikus (2:1) és toriszférikus fejformákat, amelyek mindegyike eltérő mélység-átmérő arányt és nyomástartó hatékonyságot kínál. A félgömb alakú sapkák biztosítják a legerősebb geometriát, de a legmélyebb profilt igénylik, míg az elliptikus és toriszgömb alakú kupakok kompaktabb megoldásokat kínálnak enyhén csökkentett nyomásértékekkel. A gyakori hozzáférést vagy esetleges jövőbeni bővítést igénylő alkalmazásoknál a vakkarimákkal ellátott karimás záróelemek praktikusabbak lehetnek, mint az állandó tompahegesztési sapkák, bár magasabb kezdeti költséggel és nagyobb szivárgási lehetőséggel.
Csonkvégek és átlapolt illesztési idomok
A csonkvégek, más néven lapos illesztésű csonkvégek, speciális tompahegesztési idomok, amelyeket úgy terveztek, hogy az átlapolt csuklókarimákkal együtt dolgozzanak félig állandó karimás csatlakozások létrehozásában. A csonk tompavége a csőhöz hegesztődik, miközben egy sugárzott kihajlást biztosít, amely a laza átlapolt csuklókarimához illeszkedik. Ez a konfiguráció számos előnnyel rendelkezik a hagyományos hegesztett nyakkarimákkal szemben, különösen a drága ötvözött csővezetékeket használó rendszerekben. A csővel azonos korrózióálló ötvözetből készült csonkvég biztosítja az összes nedvesített felületi érintkezést, míg a nem érintkező átlapolt csatlakozási karima olcsó szénacélból készülhet, jelentősen csökkentve az anyagköltségeket.
A csonkvégek megkönnyítik a beállítást a beszerelés során, mivel az átlapolt csuklókarima szabadon foroghat a csonk végén, leegyszerűsítve a csavarfuratok igazítását az illeszkedő karimákkal. Ez a tulajdonság különösen értékesnek bizonyul, ha hosszú csővezetékeket szerelnek fel, vagy olyan rögzített berendezésekhez csatlakoztatnak, ahol a forgás pontos beállítása nehézkes. A csonkvég és a cső közötti tompahegesztési kötés radiográfiailag könnyebben megvizsgálható, mint a csúszó- vagy tompahegesztési karimákkal használt sarokvarratok, ami magasabb minőségbiztosítást jelent a kritikus szolgáltatások számára. Azonban a kétrészes csonkvég- és átlapolt csuklókarima-szerelvény többe kerül, mint az egyenértékű hegesztési nyakkarimák, ha mindkét alkatrész ugyanazt az anyagot használja, így az alkalmazások olyan helyzetekre korlátozódnak, ahol az anyagköltség-megtakarítás vagy az illesztési előnyök indokolják a megnövekedett illesztési költségeket.
Méretezési szabványok és specifikációk
A tompahegesztési idomokat különféle méretszabványok szerint gyártják, amelyek biztosítják a szabványos csőméretekkel és falvastagsági ütemtervekkel való kompatibilitást. Az ASME B16.9 lefedi a gyárilag gyártott, kovácsolt acél tompahegesztő szerelvényeket, meghatározva a méreteket, tűréseket és nyomás-hőmérséklet-besorolásokat az NPS 1/2-től NPS 48-ig terjedő méretekhez. Ez a szabvány határozza meg a szerelvényméreteket, beleértve a könyökök középpontja közötti távolságát, a középponttól a középpontig és a végpontokig, valamint a homlok- és keresztirányú méretek hosszát sapkák. Az MSS SP-75 specifikációkat ad a magas tesztelést igénylő kovácsolt tompahegesztő idomokhoz, amelyek ugyanazokat az idomtípusokat fedik le, fokozott mechanikai tulajdonságokkal, nehéz üzemi körülmények között.
Ezek a szabványok olyan falvastagsági ütemterveket határoznak meg, amelyek megfelelnek a szabványos csőütemezéseknek (10-től XXH-ig), biztosítva, hogy a szerelvények állandó nyomásértékeket tartsanak fenn a csatlakozó csövekkel. A szabványok tűréshatárokat is meghatároznak a kritikus méretekre, az ovális határokra és az egyenességi követelményekre, amelyek biztosítják a megfelelő illeszkedést a hegesztés és a rendszer összeszerelése során. A szabványos specifikációkban nem szereplő méretek, anyagok vagy konfigurációk esetében egyedi szerelvények gyárthatók a projektspecifikus követelményeknek megfelelően, de magasabb költséggel és hosszabb átfutási idővel, mint a szabványos katalógustételek.
Anyagspecifikációk
A tompahegesztési szerelvények a csővezetékek teljes skálájában állnak rendelkezésre, beleértve a szénacélt, rozsdamentes acélt, ötvözött acélt, nikkelötvözeteket, titánt és más speciális anyagokat. Az általános anyagspecifikációk közé tartozik az ASTM A234 a szén- és ötvözött acél szerelvényekhez, az ASTM A403 a kovácsolt ausztenites rozsdamentes acél szerelvényekhez, és számos egyéb ASTM szabvány bizonyos anyagcsaládokhoz. Az anyagválasztás az üzemi körülményektől függ, beleértve a hőmérsékletet, a nyomást, a korrozív környezetet és a technológiai folyadékokkal való kompatibilitást. A szerelvényeknek meg kell felelniük vagy meg kell haladniuk az összekötő cső specifikációját, hogy egyenletes korrózióállóságot és mechanikai tulajdonságokat biztosítsanak az egész csőrendszerben.
Különleges célú tompahegesztési szerelvények
A szabványos könyökökön, pólókon, szűkítőkön és sapkákon túl a speciális tompahegesztési szerelvények egyedi csővezetéki követelményeket is kielégítenek. Az oldalsó pólók, más néven oldalsó pólók vagy wye szerelvények, 45 fokos szögben elágazó csatlakozásokkal rendelkeznek, nem pedig a szabványos pólók merőleges ágai. Ez a konfiguráció simább áramlási átmeneteket biztosít az elágazásoknál, csökkentve a nyomásesést és az eróziót a 90 fokos pólókhoz képest. Az oldalfalak különösen értékesek a nagy sebességű szolgáltatásoknál, vagy ahol a nyomásveszteség minimalizálása kritikus fontosságú, bár speciális geometriájuk miatt drágábbak, mint a szabványos pólók.
A dugattyúcsonkok, más néven redukáló csonkok vagy egyenlőtlen mellbimbók, a szűkítő funkciót egy rövid csőhosszal kombinálják egyetlen szerelvényben. Ezek az alkatrészek nagyon kis távolságra váltanak át a csőméretek között, ami akkor hasznos, ha a helyszűke miatt nem kell beszerelni a szabványos szűkítőket. A nyergek vagy a kontúros kimeneti szerelvények megerősített leágazási csatlakozásokat biztosítanak a gyártott kimeneti alkalmazásokhoz, hegesztéssel a futócsőre, hogy különálló pólóidomok nélkül leágazó nyílásokat hozzanak létre. Ezek a gyártott csatlakozások rugalmasságot kínálnak az ágak elhelyezésében és szögeiben, de speciális hegesztési eljárásokat és ellenőrzéseket igényelnek a megfelelő szilárdság és szivárgásmentes kialakítás érdekében.
Végelőkészítési és ferdevágási követelmények
A végek megfelelő előkészítése kritikus fontosságú a jó tompahegesztés eléréséhez ezen szerelvények beszerelésekor. A szabványos tompahegesztési idomokat az ASME B16.25 specifikációi szerint hegesztésre előkészített ferde végekkel szállítjuk. A szabványos 37,5 fokos ferde szög (amely két ferde vég összekapcsolásakor 75 fokos szöget hoz létre) megfelelő gyökérnyílást és megfelelő horonyszöget biztosít a hegesztési folyamatok teljes behatolásához. A tipikusan 1,6 mm-es (1/16 hüvelyk) gyökérfelület leszállást biztosít a gyökérút számára, és segít megelőzni az átégést a kezdeti hegesztés során.
A megfelelő beállítás és hézagszabályozás a felszerelés során biztosítja a hegesztés minőségét és a rendszer integritását. A beépített alkatrészek közötti gyökérnyílás jellemzően 1,6 mm és 3,2 mm között van a hegesztési folyamattól, a csőfal vastagságától és a hegesztő preferenciáitól függően, a kerület mentén egyenletes hézagok biztosítják az egyenletes hőbevitelt és behatolást. A szerelvények és a cső középvonalai közötti eltérést minimálisra kell csökkenteni, és a legtöbb kód 1,6 mm-re vagy a falvastagság 1/8-ára korlátozza az eltolást, attól függően, hogy melyik a kisebb. A túlzott eltolódás feszültségkoncentrációkat és potenciális meghibásodási pontokat hoz létre, különösen ciklikus üzemben, ahol fáradásos terhelés lép fel.
Tompahegesztési szerelvények kiválasztásának kritériumai
A megfelelő tompahegesztési idomok kiválasztásához az egyszerű méretkompatibilitáson túl több tényező értékelése is szükséges. Az üzemi feltételek, beleértve a nyomást, a hőmérsékletet, a folyadék jellemzőit és az áramlási sebességeket, meghatározzák a szükséges nyomásosztályt és az anyagválasztást. A korrozív vagy eróziós szolgáltatások korszerűsített anyagokat vagy vastagabb falterveket tehetnek szükségessé a megfelelő élettartam biztosítása érdekében. Az áramlási jellemzők befolyásolják az illesztési geometria kiválasztását – a nagy sebességű szolgáltatások előnyét élvezik a nagy sugarú könyökök és a fokozatos reduktorok a nyomásesés és az erózió minimalizálása érdekében, míg a kompakt telepítéseknél a nagyobb nyomásveszteségek ellenére rövid sugarú könyökökre lehet szükség.
- Nyomás- és hőmérsékleti besorolások: A maximális tervezési feltételeket megfelelő biztonsági ráhagyással kell elérni vagy túllépni
- Anyagkompatibilitás: Biztosítsa a korrózióállóságot és a mechanikai tulajdonságokat, hogy megfeleljenek a folyamatközegeknek és az üzemi feltételeknek
- Ütemezés és falvastagság: Tartsa állandó falvastagságot az egész rendszerben az egyenletes nyomásérték érdekében
- Kódmegfelelőség: Ellenőrizze, hogy a szerelvények megfelelnek-e a vonatkozó csővezeték-kódoknak, például ASME B31.1, B31.3 vagy más joghatóság-specifikus követelményeknek.
- Minőségi dokumentáció: Szerezzen be malomvizsgálati jelentéseket, anyagtanúsítványokat és méretvizsgálati jelentéseket a kritikus szolgáltatásokról
- Gazdasági megfontolások: Egyensúlyozza a kezdeti felszerelési költségeket a telepítési munkával, a várható élettartammal és a karbantartási igényekkel
Bevált telepítési gyakorlatok és minőség-ellenőrzés
A tompahegesztési idomok sikeres beszereléséhez a bevált gyakorlatok betartása szükséges, amelyek biztosítják a hézag minőségét és a rendszer integritását. A megfelelő szerelvénytárolás megvédi a ferde végeket és a belső felületeket a sérülésektől, korróziótól és szennyeződéstől a beszerelés előtt. A szerelvényeket beszerelés előtt szemrevételezéssel ellenőrizni kell a méretmegfelelőség, a felületi hibák ellenőrzése és az anyagminőség megfelelő jelölése érdekében. A belső felületek és a hegesztési előkészítési területek tisztítása eltávolítja az olajokat, szennyeződéseket, malmi lerakódást és egyéb szennyeződéseket, amelyek ronthatják a hegesztés minőségét vagy korróziót elősegítő anyagokat juttathatnak a rendszerbe.
A hegesztés megkezdése előtt ellenőrizni kell a hegesztési eljárás specifikációit (WPS) és a hegesztő képesítését, amely megfelel az anyagoknak, a falvastagságnak és a használati feltételeknek. A szén- és ötvözött acélok előmelegítési követelményeit ki kell számítani és alkalmazni kell a hidrogén okozta repedés megelőzése és a megfelelő hegesztési rugalmasság biztosítása érdekében. Hegesztés utáni hőkezelésre lehet szükség vastag falú szerelvényeknél, bizonyos anyagoknál vagy speciális üzemi feltételeknél a maradékfeszültségek enyhítése és a hegesztés által befolyásolt anyagtulajdonságok helyreállítása érdekében. A roncsolásmentes vizsgálat, beleértve a radiográfiát, ultrahangos vizsgálatot vagy más módszereket, igazolja a hegesztési varrat minőségét és olyan hibákat észlel, amelyek veszélyeztethetik a rendszer integritását.
A tompahegesztett csőszerelvények különféle típusainak, sajátos jellemzőiknek, valamint a megfelelő kiválasztási és beépítési gyakorlatoknak a megértése lehetővé teszi a mérnökök és gyártók számára, hogy megbízható, hatékony csőrendszereket hozzanak létre. Az irányváltást lehetővé tevő, mindenütt jelenlévő könyöktől a költséghatékony karimás csatlakozásokat elősegítő speciális csonkvégekig minden idomtípus meghatározott funkciókat lát el a teljes csőhálózaton belül. A méretszabványokra, az anyagspecifikációkra, a végek előkészítésére vonatkozó követelményekre és a beszerelés bevált gyakorlataira való odafigyelés biztosítja, hogy ezek a kritikus alkatrészek megbízhatóan működjenek a tervezett élettartamuk alatt, megőrizve a rendszer biztonságát és működési hatékonyságát számtalan ipari alkalmazásban.

 2025-11-17Olvasson tovább
2025-11-17Olvasson tovább 2025-11-17Olvasson tovább
2025-11-17Olvasson tovább