A karimák minden csőrendszer legalapvetőbb alkatrészei közé tartoznak, mivel olyan mechanikus csatlakozásokat biztosítanak, amelyek a csöveket, szelepeket, szivattyúkat és berendezéseket szerkezetileg biztonságosan kötik össze, és – kritikus szempontból – ellenőrzés, karbantartás vagy módosítás céljából eltávolíthatók. Az olaj- és gázipartól és a petrolkémiától a vízkezelésig, a gyógyszergyártásig és az energiatermelésig terjedő iparágakban a karima típusának, nyomásosztályának, burkolatának és anyagának megfelelő kiválasztása ugyanolyan fontos, mint maga a csőspecifikáció. Az össze nem illő vagy helytelenül névleges karima potenciális szivárgási pont, jogszabályi megfelelési hiba, nagynyomású vagy magas hőmérsékletű üzemben pedig komoly biztonsági kockázatot jelent. Ez a cikk a csőrendszerekben használt főbb karimatípusokat, azok műszaki jellemzőit, az alkalmazandó szabványokat és a helyes karimaválasztást meghatározó gyakorlati kritériumokat ismerteti.
Mi az a csőkarima, és miért számít a típusválasztás?
A csővezeték karima egy fémből kovácsolt, öntött vagy megmunkált tárcsa, gyűrű vagy gallér, amely egy csővéghez, szeleptesthez vagy berendezés fúvókához van rögzítve, és az illeszkedő karimához csavarozva nyomásálló kötést képez. A csatlakozást a csavarok szorítóereje által a két karimafelület közé összenyomott tömítés tömíti. A karima mechanikai terhelést ad át a csatlakoztatott elemek között – beleértve a belső nyomást, a hőtágulási erőket, a súlyterhelést és a vibrációt –, miközben lehetővé teszi a csatlakozás szétszerelését vágás vagy hegesztés nélkül.
A karima típusának megválasztása azért fontos, mert a különböző típusok alapvetően eltérő csatlakozási módokhoz, nyomás- és hőmérsékleti feltételekhez, csőfalvastagságokhoz, valamint a könnyű be- és szétszereléshez alkalmasak. Nagynyomású gőzvezetékben felcsúsztatható karima vagy nagy furatú csövön hegesztett karima használata eltéréseket eredményez a karima szerkezeti képessége és a vele szemben támasztott követelmények között. Az irányadó szabványok – leggyakrabban ASME B16.5, ASME B16.47, EN 1092-1 és API 6A – minden egyes karimatípushoz meghatározzák a méret-, nyomásosztály- és anyagkövetelményeket, és ezeknek a szabványoknak való megfelelés a legtöbb szabályozott iparágban kötelező.
A csővezetékekben használt fő karimatípusok
Minden karimatípusnak külön módja van a csőhöz való rögzítésnek és meghatározott szerkezeti jellemzők. Az alábbiakban leírt hét típus lefedi az ipari és kereskedelmi csőrendszerekben előforduló karimás csatlakozások túlnyomó többségét.
Hegesztett nyaki karima
A hegesztési nyakkarima a szerkezetileg legrobusztusabb és legszélesebb körben meghatározott karimatípus nagynyomású, magas hőmérsékletű és ciklikus szervizelési alkalmazásokhoz. Hosszú, kúpos agyat tartalmaz, amely fokozatosan átmegy a karimatesttől a csőfal vastagságáig, egyenletesen elosztva a feszültséget, és minimálisra csökkenti a feszültségkoncentrációt a hegesztési kötésnél. A karima a csőhöz egy teljesen áthatoló tompavarrattal van rögzítve, amely a lehető legerősebb kötési integritást biztosítja, és lehetővé teszi a varrat röntgenvizsgálatát a minőségellenőrzés érdekében. A hegesztési nyakkarimák az olaj- és gázipari, az energiatermelési és a vegyi feldolgozás kritikus szolgáltatási vonalain szabványos specifikációk. Más típusokhoz képest magasabb költségüket és hosszabb beépítési idejüket a kiváló mechanikai teljesítmény és a hosszú távú megbízhatóság indokolja, amelyet igényes üzemi körülmények között biztosítanak.
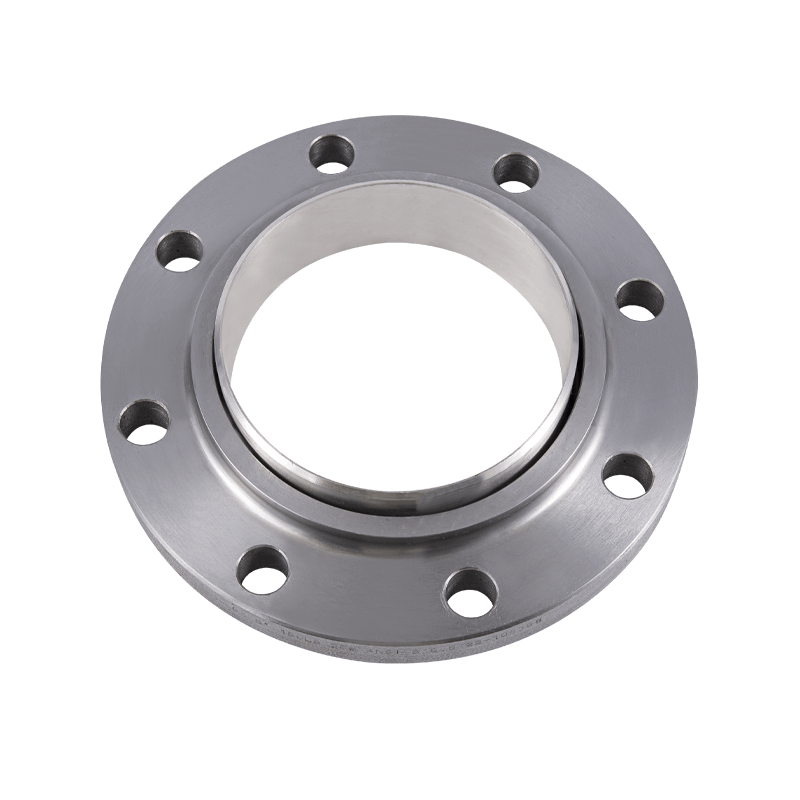
Felcsúsztatható karima
A felcsúsztatható karima a cső külső oldalán csúszik át, és két sarokvarrattal van rögzítve – egy az agy felületén, egy pedig a karima furatának hátulján. Furata valamivel nagyobb, mint a cső külső átmérője, lehetővé téve a cső hegesztés előtti behelyezését, ami leegyszerűsíti a beállítást a szerelés során. A csúszós karimák olcsóbbak és könnyebben felszerelhetők, mint a hegesztett nyakkarimák, így népszerűek a közművezetékekben, az alacsony nyomású rendszerekben és a nem kritikus szervizvezetékekben. Szerkezeti szilárdságuk azonban kisebb, mint a hegesztési nyakperemeknél – jellemzően a hegesztési nyak egyenértékének körülbelül kétharmada azonos nyomásosztály mellett –, mivel a sarokvarratok nem biztosítanak teljes áthatolást a csőfalon. Általában az ASME Class 150 és 300 szolgáltatásra korlátozódnak a nem kritikus alkalmazásokban.
Aljzathegesztési karima
A dugós hegesztési karimákat kizárólag kis furatú, jellemzően 2 hüvelyk (50 mm) névleges furatú és az alatti csöveken használják. A csövet a karima furatába megmunkált foglalatba helyezik, és sarokvarratot alkalmaznak az agynál. A hegesztés előtt szándékosan hagyunk egy kis, kb. 1,6 mm-es rést a csővég és a dugaszolóaljzat váll között, hogy lehetővé tegyük a hőtágulást és megelőzzük a hegesztési repedést. A dugós hegesztési karimák tisztább belső furatot biztosítanak, mint a csúszóperemek kis csőméretekhez, ami csökkenti a turbulenciát és az eróziót nagy sebességű üzemben. Nagynyomású hidraulikus vezetékekben, műszercsatlakozásokban és vegyianyag-befecskendező csövekben használják, ahol a kis furat integritása kritikus. Nem alkalmasak hígtrágyázáshoz vagy korrozív folyadékokhoz, ahol a dugaszolóaljzat és a cső közötti résnél az anyag beszorulhat.
Menetes karima
A menetes karimák kúpos vagy párhuzamos belső menettel csatlakoznak a csőhöz hegesztés helyett, így ez az egyetlen olyan általános karimatípus, amelyhez nincs szükség hegesztésre a rögzítéshez. Alacsony nyomású közműrendszerekben, műszercsatlakozásokban és nem veszélyes szolgáltatásokban használatosak, ahol a gyúlékony vagy robbanásveszélyes gázok jelenléte nem teszi lehetővé a hegesztési műveleteket. A menetes karimák mechanikailag gyengébbek, mint a hegesztett típusok, és érzékenyek a szivárgásra hőciklus vagy vibráció hatására, ami fokozatosan meglazítja a menetes kapcsolatot. Emiatt sok specifikáció tiltja a használatukat 150 °C (300 °F) feletti hőmérsékleten, illetve gyúlékony gázzal és folyadékkal végzett üzemben. Olyan környezetben, ahol hegesztési korlátozások vonatkoznak, de nagyobb integritásra van szükség, a menetes és tömítéssel hegesztett konfiguráció – a menetes csatlakozáson tömítővarrat alkalmazása – nagyobb megbízhatóságot biztosít.
Vakkarima
A vakkarima egy furat nélküli tömör tárcsa, amelyet a cső, a fúvóka vagy az edénynyílás végének lezárására használnak. Egy tömítéssel van felcsavarozva a csatlakozó karima felületére, így egy teljesen nyomásálló zárást hoz létre, amely eltávolítható, ha hozzá kell férni a vezetékhez. Vakkarimákat használnak a csővégeken a jövőbeni tágulási csatlakozásokhoz, az edényellenőrző nyílásokhoz, a nyomásvizsgálati pontokhoz, valamint a redundáns leágazó csatlakozások állandó véglezáróként. Ezeket a teljes rendszernyomás osztályba kell besorolni, és jelentős hajlító igénybevételnek vannak kitéve a nem alátámasztott homlokfelületükre ható belső nyomás miatt, ezért a vakkarima falvastagsága jelentősen megnő a nagyobb furatméreteknél és a magasabb nyomásosztályoknál.
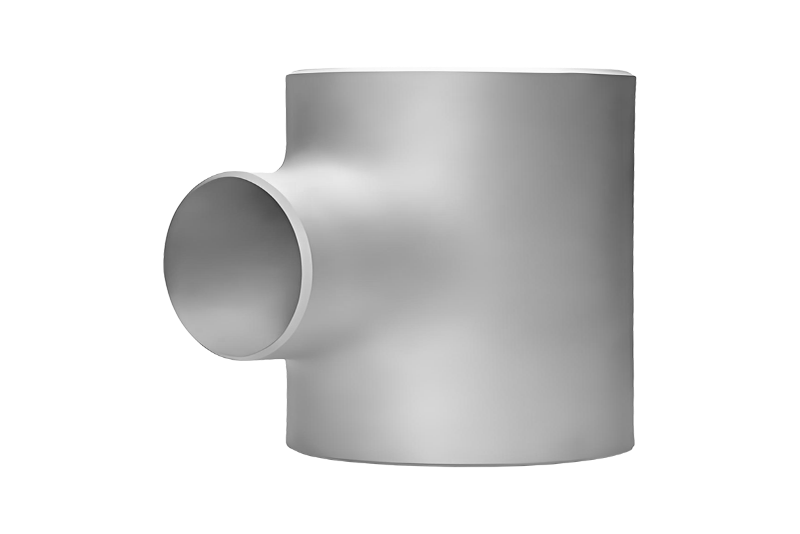
Átfogó csuklókarima
Az átlapolt csuklókarimát egy csonkvég-szerelettel együtt használják – egy rövid csőszakasszal, amelynek egyik végén megmunkált sugara van, és ez biztosítja a tömítőfelületet. Az átlapolt csatlakozási karima szabadon csúszik a csonk végén, és nincs a csőhöz hegesztve; ehelyett a csonk végét tompahegesztették a csőhöz, és a laza karima a csonk végének sugarához támaszkodik. Ez az elrendezés lehetővé teszi, hogy a karima szabadon forogjon a cső körül, ami nagymértékben leegyszerűsíti a csavarlyukak beállítását a telepítés során, különösen zsúfolt helyeken vagy ahol a berendezés csatlakozásai nincsenek pontosan elhelyezve. Az átlapolt csuklókarimák gazdaságilag is előnyösek a drága ötvözet csőrendszereknél, mivel csak a csonk végét – a folyadékkal érintkező alkatrészt – kell az ötvözött anyagból gyártani, míg a hátperem lehet szabványos szénacél.
Nyílásperem
A peremperemek a hegesztési nyak vagy a rácsúsztatható karima kialakításának speciális változata, amelyek a karimatestbe a kifolyólemez mindkét oldalán menetes nyomófúró furatokat tartalmaznak. A nyíláslemez – egy precíziósan fúrt tárcsa – a nyílásperempár közé van szorítva, és kalibrált nyomáskülönbséget hoz létre, amikor a folyadék áthalad a szűkített furaton. Ezt a nyomáskülönbséget a csapolónyílásokon keresztül mérik, és a térfogat- vagy tömegáram kiszámításához használják. A nyílásos karimás szerelvények szabványos áramlásmérési technológia az olaj- és gázipari, vegyipari és vízkezelési alkalmazásokban, méret- és megmunkálási követelményeiket pedig az ASME MFC-3M és az ISO 5167 határozza meg.
A karima típusának összehasonlítása kulcskritériumok szerint
A következő táblázat a fő karimatípusok gyakorlati összehasonlítását mutatja be az ipari csővezeték-tervezésben a kiválasztási döntések szempontjából leginkább releváns kritériumok alapján.
| Karima típusa | Csatolási mód | Nyomás alkalmasság | Tipikus használati eset |
| Hegesztési nyak | Tompahegesztés | Minden osztály, kritikus kiszolgálás | Magas nyomású, magas hőmérsékletű vezetékek |
| Slip-On | Dupla sarokvarrat | Osztály 150–300, nem kritikus | Közmű- és kisnyomású csövek |
| Aljzathegesztés | Filéhegesztés a foglalatba | Magas nyomás, csak kis furat | Műszer, hidraulika, befecskendező vezetékek |
| Menetes | Csőmenet, hegesztés nélkül | Alacsony nyomású, csak nem veszélyes | Hegesztésmentes zónák, közműszolgáltatások |
| Vak | Csavarozott (nincs csőcsatlakozás) | Minden osztály | Véglezárások, jövőbeli kapcsolatok |
| Átfogó ízület | Laza a csonk végén | Mérsékelt nyomás | Ötvözet csövek, gyakori bontás |
A karimalapok típusai és szerepük a hézagtömítésben
A karima felülete az a megmunkált felület, amely érintkezik a tömítéssel és létrehozza a nyomótömítést. Az adott üzemállapothoz vagy tömítésanyaghoz nem megfelelő felülettípus kiválasztása a hézag szivárgásának gyakori oka. Az ipari csővezetékekben legszélesebb körben használt négy homloktípus mindegyikének külön tömítőmechanizmusa és alkalmazási tartománya van.
Felemelt arc (RF)
A megemelt felület a legelterjedtebb karimalaptípus a technológiai csővezetékekben, és az alapértelmezett homloktípus az ASME B16.5 karimáknál a 150-es osztálytól a 2500-as osztályig. Az ülőfelület egy megemelt gyűrű – jellemzően 1,6 mm magas a 150-es és 300-as osztályok esetén, és 6,4 mm magas a 600-as és magasabb osztályok esetében –, amely a tömítési területre koncentrálódik. Az emelt felületű karimák szabványos felületkezelése koncentrikus vagy spirális fogazott felület, 3,2–6,3 µm Ra érdességgel, amely mechanikus reteszelést biztosít puha és félig fém tömítésekkel. A megemelt felületű karimák kompatibilisek az általános folyamatszolgáltatásban használt lapos, spirális tekercses és gyűrűs típusú tömítések teljes választékával.
Lapos arc (FF)
A lapos felületű karima ülőfelülete egy szintben van a karima testfelületével, megemelkedett terület nélkül. Karimás berendezésekhez – például öntöttvas szelepekhez, szivattyúkhoz és nem fémből készült berendezésekhez – alkalmazzák, ahol a megemelt felület egyenetlen hajlítási terhelést jelentene az illeszkedő alkatrészre, és megrepedhet. A lapos felületű karimák teljes felületű tömítéseket használnak, amelyek a csavarkörig és azon túl is nyúlnak, elosztva a csavarterhelést a karima teljes felületén, és megakadályozzák a peremterhelést, amelyet a gyűrűs tömítés okozna a rideg illeszkedő karimán.
Gyűrűs csukló (RTJ)
A gyűrűs csuklókarimák precíziósan megmunkált trapéz vagy ovális horonnyal vannak bedolgozva a karima felületébe, amelybe tömör fémgyűrűs tömítés – jellemzően lágyvas, alacsony széntartalmú acél, 316 rozsdamentes acél vagy Inconel – van behelyezve. A csavarok meghúzásakor a gyűrűs tömítés plasztikusan deformálódik a horonyba, ami rendkívül nagy integritású fém-fém tömítést hoz létre. Az RTJ kötéseket nagynyomású, magas hőmérsékletű és savanyú gázszolgáltatásra tervezték, ahol a megbízhatósági követelmények meghaladják azt, amit a lágy vagy félig fém tömítések képesek nyújtani. Alapfelszereltségnek számítanak a kútfejben, a tenger alatti és a nagy integritású folyamatcsövekben, és a névleges teljesítményük eléréséhez mind a horony, mind a gyűrű precíziós megmunkálását igénylik.
Tongue and Groove (T&G)
A nyelv és a horony karimák párosított párok, ahol az egyik karima felületén megemelt nyelv van, a másikon pedig egy hozzáillő horony van bedolgozva. A tömítés teljes egészében a horonyba illeszkedik, ahol minden oldalról korlátozva van, megakadályozva a tömítés kifújását túlfeszültség alatt. A T&G kötések kiváló tömítéstartást biztosítanak, és hőcserélő burkolatokban, szelepfedélben és nagy integritású folyamatcsatlakozásokban használatosak, ahol a tömítések kifújásának kockázatát minimálisra kell csökkenteni. Mivel a két félnek egymáshoz illesztett pároknak kell lennie, a hornyos karimák nem cserélhetők fel azonos méretű és nyomásosztályú szabványos emelt homlokkarimákkal.
A karimanyomás osztályai és mit jelentenek
Az ASME B16.5 – a csőkarimák domináns szabványa Észak-Amerikában, és nemzetközileg is széles körben hivatkoznak rá – a karimákat nyomásosztály szerint jelölik: 150, 300, 600, 900, 1500 és 2500. Ezek az osztályszámok nem fix nyomásértéket jelentenek; hanem a karima nyomás-hőmérséklet besorolását határozzák meg, amely a hőmérséklet emelkedésével csökken az anyag folyáshatárának csökkenése miatt magasabb hőmérsékleten.
Például egy ASTM A105 szénacélból készült 300-as osztályú karima névleges nyomása körülbelül 51,1 bar (740 psi) környezeti hőmérsékleten, de csak 14,4 bar (210 psi) 450°C-on (850°F). Az adott szolgáltatáshoz megfelelő nyomásosztályt ezért mind a maximális üzemi nyomás, mind a maximális üzemi hőmérséklet alapján kell kiválasztani, az ASME B16.5-ben található nyomás-hőmérséklet besorolási táblázatok vagy az európai szabványos karimák megfelelő EN 1092-1 táblázatai alapján. Az aktuális üzemi hőmérséklethez tartozó nyomásosztály alulméretezése az egyik legkövetkezményesebb hiba a karima specifikációjában.
Gyakori karimaanyagok és alkalmazásaik
A karimaanyag kiválasztásának kompatibilisnek kell lennie a technológiai közeggel és a külső környezettel, és meg kell őriznie a megfelelő mechanikai tulajdonságokat a teljes üzemi hőmérséklet-tartományban.
- ASTM A105 (szénacél): A szénacél karimák szabványos anyaga az általános technológiai üzemben kb. 425°C-ig. Használt olaj- és gázszolgáltatásban, vízben, gőzben és nem korrozív vegyi szolgáltatásokban. Alacsony költségű és széles körben elérhető minden nyomásosztályban és típusban.
- ASTM A182 F316/F316L (rozsdamentes acél): Korrozív vegyi szolgáltatásokhoz, élelmiszeripari és gyógyszerészeti alkalmazásokhoz, valamint tengeri környezetben használják. A 316-os fokozat jó általános korrózióállóságot biztosít; 316L (alacsony szén-dioxid) van megadva, ahol meg kell akadályozni a hegesztési hő okozta érzékenységet.
- ASTM A182 F11 / F22 (ötvözött acél): Króm-molibdén ötvözött acélok, amelyeket magas hőmérsékleten, 425°C felett használnak gőzfejlesztő, reformáló és égetett fűtőcsövekben, ahol a szénacél veszít mechanikai szilárdságából.
- ASTM A350 LF2 (alacsony hőmérsékletű szénacél): Ütésvizsgált szénacél kriogén és alacsony hőmérsékletű kiszolgáláshoz -46°C-ig, LNG-létesítményekben, hűtőrendszerekben és hidegklíma kültéri csővezetékekben használatos.
- Duplex és Super Duplex rozsdamentes acél (F51, F53): Erősen korrozív környezetben használják, beleértve a tengervíz szolgáltatást, a tenger alatti csővezetékeket és a kloridban gazdag vegyi anyagokat, ahol a szabványos ausztenites rozsdamentes acélok feszültségkorróziós repedéseket vagy lyukkorróziót szenvednek el.
Hogyan válasszuk ki a megfelelő karimát csőrendszeréhez
A karima helyes kiválasztása több paraméter szisztematikus kiértékelését igényli, ahelyett, hogy egyetlen kritériumra, például költségre vagy rendelkezésre állásra optimalizálnánk.
- Pontosan határozza meg a szolgáltatás feltételeit: Határozza meg a maximális üzemi nyomást, a maximális üzemi hőmérsékletet, a folyadék összetételét, beleértve az esetleges korrozív összetevőket, valamint a szolgáltatás ciklikus vagy dinamikus terhelési jellegét, mielőtt bármelyik karimaelemet kiválasztaná.
- Válassza ki a karima típusát a szerkezeti követelmények alapján: Használjon hegesztési nyakkarimákat minden nagynyomású, magas hőmérsékletű, ciklikus vagy veszélyes vezetékhez. Felcsúsztatható karimákat csak közüzemi vagy alacsony kritikusságú szolgáltatásban használjon, ahol a költségcsökkentés indokolt, és az alacsonyabb szerkezeti integritás elfogadható a vonatkozó előírásokon belül.
- Határozza meg a nyomásosztályt a P-T besorolási táblázatokból: Keresse meg a kiválasztott anyag nyomás-hőmérséklet értékét az ASME B16.5 vagy az EN 1092-1 szabványban a tényleges üzemi hőmérsékleten, nem a környezeti hőmérsékleten. Alkalmazza a vonatkozó tervezési szabályzatban előírt megfelelő biztonsági tényezőt.
- Az arc típusának igazítása a tömítés kiválasztásához és az illesztési felszereléshez: Az általános folyamatszolgáltatáshoz használjon megemelt felületet spirális tekercsekkel vagy gyűrűs tömítésekkel. Ha öntöttvas vagy nem fém karimás berendezéshez illeszti, használjon sík felületet. Használjon RTJ-t nagynyomású vagy savanyú szervizeléshez, ahol fém-fém tömítésre van szükség.
- Az anyag kompatibilitás ellenőrzése: Győződjön meg arról, hogy a karima anyaga kompatibilis mind a technológiai folyadékkal – figyelembe véve a korróziót, az eróziót és a feszültségkorróziós repedést –, mind a külső környezettel, beleértve a burkolat alatti szigetelést, a korróziós kockázatot és a katódos védelem kompatibilitását a betemetett vagy süllyesztett üzemben.
Következtetés
A csőrendszerek karimái a mérnöki döntések sokkal szélesebb körét ölelik fel, mint a csőcsatlakozók látszólag egyértelmű szerepe. A hegesztési nyak, csúszós, hüvelyes varrat, menetes, vak-, átlapolt kötés vagy nyílásos karima közötti választás meghatározza a kötés szerkezeti integritását, a beépítés és karbantartás egyszerűségét, valamint a csatlakozás alkalmasságát az adott szolgáltatási környezethez. A tömítéshez és az illesztőberendezéshez megfelelő felülettípussal, az üzemi hőmérsékletnek megfelelő nyomásosztályokkal, valamint a technológiai közeghez és a környezeti feltételekhez igazodó anyagspecifikációval kombinálva a megfelelő karimaválasztás biztosítja a csőrendszert, amely biztonságosan és megbízhatóan működik a tervezési élettartama során, szükségtelen karbantartási teher és meghibásodási kockázat nélkül.

 2025-11-17Olvasson tovább
2025-11-17Olvasson tovább 2025-11-17Olvasson tovább
2025-11-17Olvasson tovább